同样是玻璃磨边机,加工直边、斜边与倒角时,所采用的工艺参数与磨具配置存在显著差异。理解这些区别,对于提升产品良率至关重要。
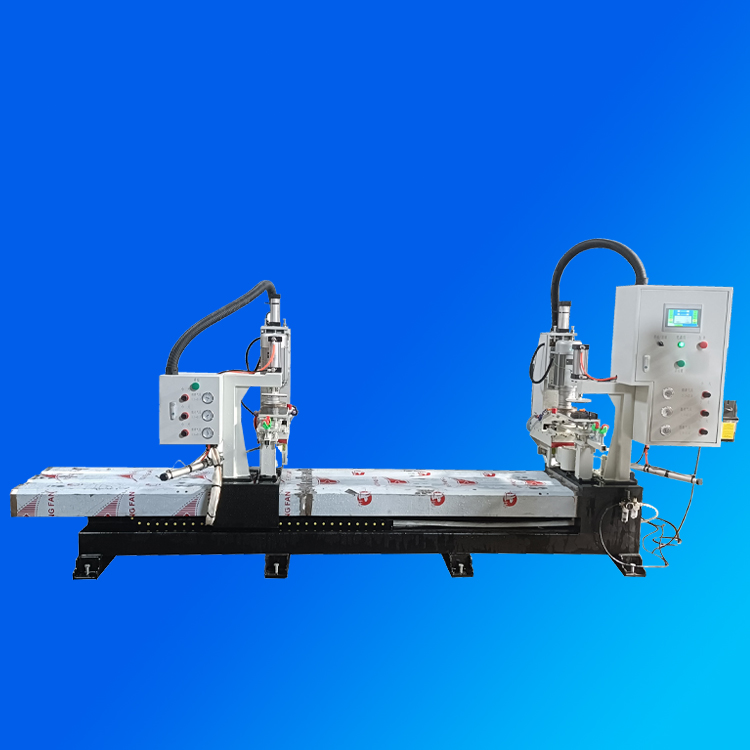
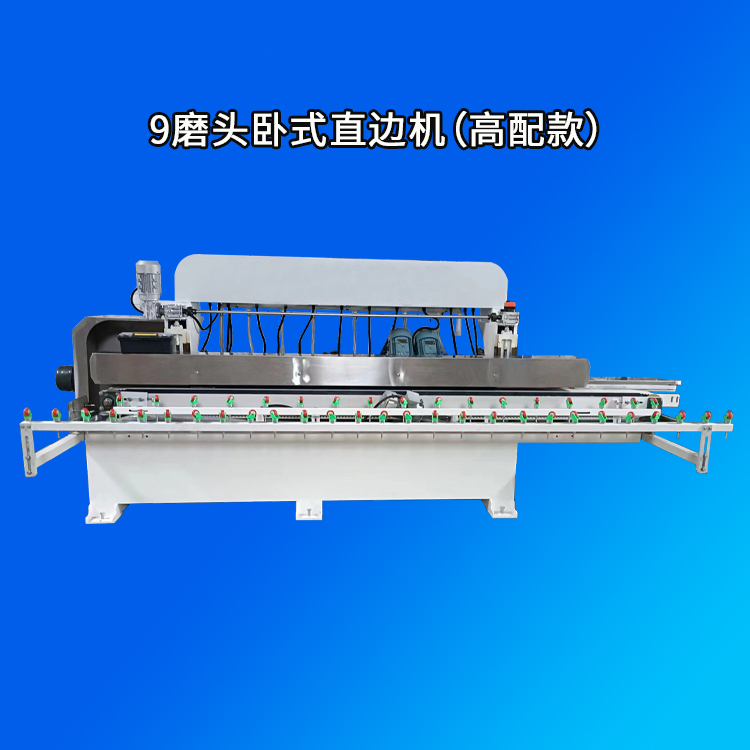
直边磨削是玻璃磨边机较为基础的工序。设备通过粗磨、精磨两道磨轮依次完成,粗磨轮通常采用树脂结合剂金刚石磨轮,负责去除大部分余量;精磨轮则使用金属结合剂,保证边缘光洁度。加工普通浮法玻璃时,粗磨进给量设为0.3mm至0.5mm,精磨进给量控制在0.05mm至0.1mm。
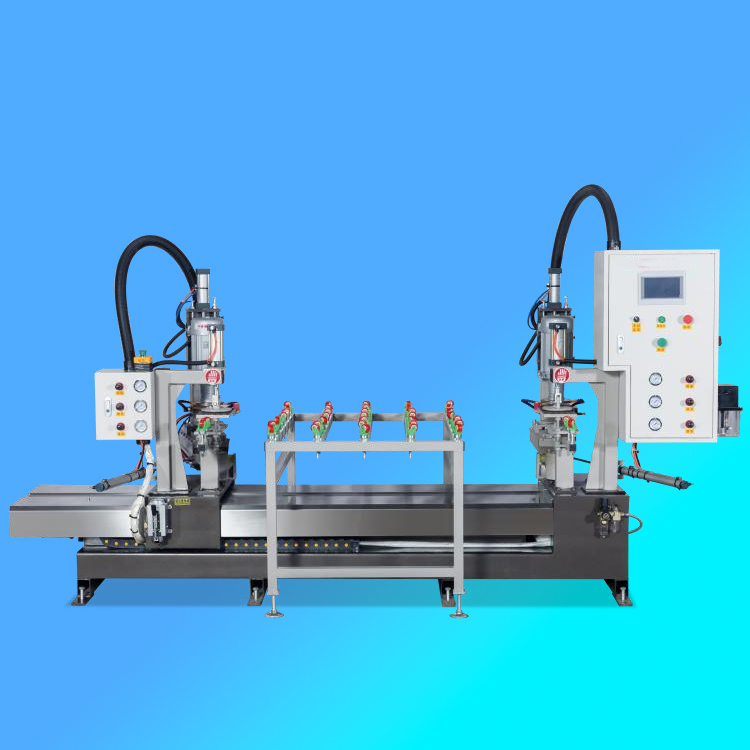
斜边加工常见于玻璃茶几、展示柜等场景,通常要求45度角。玻璃磨边机在执行斜边工序时,需将磨头倾斜至设定角度,并降低进料速度至0.5m/min至2m/min。由于接触面积增大,磨削力显著上升,对设备刚性提出了更高要求。易角科技的YLX-371SJ型斜边机即针对此类需求设计,磨头摆角范围覆盖15度至55度。
倒角与圆边则属于精细化处理。倒角是在玻璃边缘磨出一个小斜面,圆边则是将锐边磨成弧形。玻璃磨边机完成此类工序时,通常使用小型专用磨轮,转速需提高至2800rpm以上,进给量控制在0.02mm至0.05mm。加工镜片时尤为关键,任何微小的崩边都会导致整片报废。
三种工艺虽然都在玻璃磨边机上完成,但参数设定、磨具选型、速度控制各有不同。操作人员需根据订单要求灵活切换,才能充分发挥设备效能。
标签:#玻璃磨边机工艺 #直边磨削 #斜边加工 #玻璃倒角技术 #镜片磨边
|